Poliuretanos TPU > ▶ Procesamiento TPU

TPU recubierto
Un TPU recubierto se refiere a un material donde el Poliuretano Termoplástico (TPU) se usa para recubrir otro material, como hilos o telas, para conferirle propiedades como resistencia al agua, abrasión y flexibilidad, creando productos duraderos y versátiles para calzado, ropa, electrónica y equipos al aire libre, a menudo mediante un hilo central (PET) envuelto en TPU, o una capa de TPU sobre un tejido base. El TPU fundido penetra en los intersticios dando una elasticidad más alta.
- Forma: Polvo, gránulos o solución fundida/recubierta
- Propósito: Creación de superficies impermeables, transpirables y elásticas en tejidos
- Aplicaciones típicas: Ropa técnica, calzado deportivo, carpas técnicas, membranas
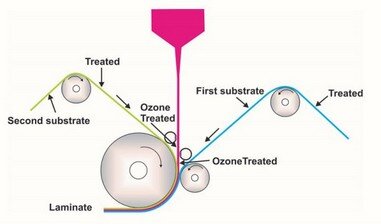
El proceso de recubrimiento de TPU (Poliuretano Termoplástico) implica aplicar una capa de este polímero sobre un material base (como tela) usando técnicas de fusión o disolución para mejorar sus propiedades (impermeabilidad, resistencia), mediante calandrado, extrusión o termofijado, controlando estrictamente temperatura, presión y velocidad para lograr adherencia y durabilidad, creando productos desde ropa técnica hasta componentes electrónicos.
Técnicas de Recubrimiento
- Método de Fusión: El TPU se funde y se aplica directamente, común en extrusión, calandrado y moldeo.
- Método de Solución: El TPU se disuelve en un solvente y luego se recubre el material base, hilado o aplicado, y se evapora el solvente.
- Termofijado (para apliques/transferencias): Se usa una plancha de calor (termofijadora) para activar el adhesivo del aplique de TPU y pegarlo a la tela, a unos 120-130°C y 15-20 PSI por 10-15s.
Recubrimiento termofusible de TPU
Ventajas:
- Sin disolventes (ecológico)
- Alta productividad
- Espesores precisos (0,01-0,5 mm)
- Maquinaria utilizada: Laminadora termofusible con cabezal de recubrimiento
Recubrimiento con disolvente de TPU
TPU disuelto en disolvente (DMK, DMF, acetona)
Aplicación al tejido con espátula o cilindro
Horno de evaporación de disolventes
Recuperación de disolventes (sistemas de reciclaje)

Recubrimiento en agua (dispersión) de TPU
- TPU en dispersión acuosa
- Aplicación + secado
- Más ecológico, pero con propiedades mecánicas inferiores
Aplicaciones por dureza
- Blanda (70A-85A): Chaquetas impermeables, ropa elástica.
- Media (90A-95A): Calzado, mochilas.
- Dura (55D-65D): Aplicaciones técnicas, refuerzos.
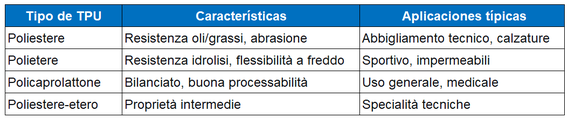
Aplicaciones por composición química
- Poliéster: Resistencia al aceite, hidrólisis moderada.
- Poliéter: Resistencia hidrolítica, flexibilidad en frío.
- Policaprolactona: Equilibrada, buena procesabilidad.
Aplicaciones tipicas
- Ropa técnica
- Tejido exterior
- Adhesivo. (si es necesario)
- Membrana de TPU (recubrimiento)
- Tejido interior (punto)
- Alternativas a PTFE espumado
- Membranas microporosas
- Resistente al viento/impermeable: Recubrimientos continuos
- Calzado deportivo
- Parte superior: Capas transpirables
- Parte superior: Refuerzos localizados
- Soldadura: Costuras de repuesto
- Fundas antiescaras
- Fundas de almohada impermeables
- Barreras bacterianas
- Trajes químico-biológicos (QBRN)
- Tiendas y refugios militares
Ventajas sobre otros métodos
- Laminación de película v. recubrimientos de PVC
- Mejor adherencia
- Más ecológico (sin ftalatos)
- Mayor elasticidad
- Mayor transpirabilidad
- Requiere menos costuras
- Mayor resistencia al frío
- Diseño más complejo posible
- Menor peso
Preparación del TPU recubierto
Parámetros clave a comprobar
- Índice de fusión (MFI): 5-50 g/10 min (190 °C/2,16 kg)
- Temperatura de fusión: 140-220 °C
- Dureza Shore: 70A-65D
- Viscosidad de fusión: 3000-30 000 mPa·s
Especificaciones de secado muy importante
- Temperatura: 80-100°C (máx. 110°C para poliéter)
- Tiempo: 3-6 horas (según el espesor)
- Taxativo humedad final: <0,02 %
- Métodos: Secadores desecantes, hornos de circulación
Nota : Prueba de humedad conTitulación Karl-Fisher o higrómetro en línea
Pre-acondicionamiento
- Lleve el TPU a temperatura ambiente controlada (20-25 °C).
- Evite el choque térmico.
- Tiempo de estabilización: 2-4 horas después del secado
Mezcla
- Añadir los aditivos y colorantes necesarios
- Mezclador de tambor (para gránulos + aditivos sólidos)
- Compuesto (extrusión + peletización si se utilizan aditivos complejos)
- Línea directa (dosificación gravimétrica en línea)
Sustrato
- Tejido pretratado y seco
- Tensión de la correa ajustada (1-3 N/cm)
- Alineación perfecta (sin arrugas)
Extrusora
- Extrusora limpia y calentada
- Cabezal de recubrimiento limpio y alineado
- Rodillos de enfriamiento limpios y a la temperatura correcta
- Sistema de bobinado ajustado
Parámetros de muestra para la prueba de recubrimiento a optimizar
- Temperatura de fusión: incrementos de ±5 °C
- Velocidad de la banda: prueba de 10-40 m/min
- Espesor del recubrimiento: rango de 0,05-0,5 mm
- Presión del rodillo: prueba de 2-10 bar
Proceso
Antes de iniciar la producción, pruebe siempre la compatibilidad del TPU con el tejido con muestras pequeñas. Optimice la temperatura, la velocidad y la presión para su TPU específico (cada grado tiene diferentes ventanas de procesamiento). Consulte la ficha técnica del fabricante para conocer las temperaturas de fusión y la estabilidad térmica específicas.